TOP > アルミ加工をするメリットとは?アルミの種類や加工方法もご紹介 > 引抜管が出来るまで
引抜管が出来るまで
引抜パイプはこう作られます
私達 日本伸管は引抜加工メーカーです。
引抜技術はアルミだけでなく、鉄、銅、金などの加工として使われます。
ですが、実際に引抜加工を行っているメーカーは少なく、イメージがしづらいかもしれません。
そのため、このページでは、
イラストと共に、引抜管の製造工程について御説明いたします。
工程0:押出パイプの購入

引抜は押出の「二次加工」に当たります。そのため、まずは引抜を行うための材料が必要となります。
熱間で成形された押出材が引抜メーカーにとっての材料となります。
▼
工程1:口打
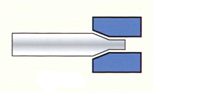
引抜のための掴み代を作るための工程となります。引抜は基本的には引き絞る加工となるため、最終仕上がり寸法より小さくする必要があります。
また、ただ小さく潰すだけでなく、鍛造により、その部分の強度が上がり、強い引抜の力に耐えられるようになります。
▼
工程2:引抜
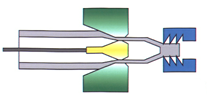
材料の内径にプラグ(内径の金型)を後端から挿入し、ダイス(外径の金型)に口を差し込みます。奥からキャリッジと呼ばれる掴みで口を掴み、力で引っ張っていきます。
その際、外径・内径は金型に沿った形状に仕上げられます。
引抜加工は1回のみでなく、2回3回、多いものですと10回以上行い、仕上げのサイズにまでもっていきます。
▼
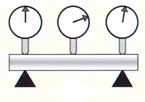
工程3:ロール矯正
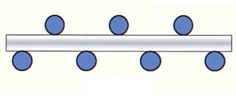
引抜後のパイプは若干の曲がりが生じます。それを真っ直ぐにするため、上下互い違いのロールの間にパイプを通します。
ストレッチャーと呼ばれる、パイプ両端を引っ張る事で真っ直ぐにする矯正方法もありますが、
当社ではこのロール矯正による曲がり取りを行っております。
製品によりましては、当社でもこのロール矯正を行わず、
曲がり最大点を押し、矯正を行う、プレス矯正も採用をしております。
▼
工程4:切断
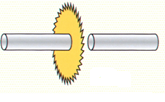
鋸刃による切断を行います。引抜後のパイプは長いもので10メートル以上になりますので、
この切断工程でお客様の希望されるサイズに切断を行います。
▼
工程5:洗浄
引抜では特殊な潤滑油を使用します。切削油やプレス油に比べますと粘度が高く、しっかり洗ってあげる必要があります。
▼
工程6:熱処理

組織を均一化し、内部応力を除去する安定化処理、柔らかくする軟化処理やナマシなどを行います。
▼
工程7:検査・梱包
▼
工程8:配送